


CDW-3000S-MO激光平面干涉仪是一款新型的非接触高精度无损光学表面测量设备。它基于菲索干涉原理,通过分析干涉条纹来确定光学表面面形。该设备集成了先进的光学、机械和电子技术,具有不损伤被测物品、测量精度高、测量时间短的特点;实现了对准光路和成像光路的电子切换,方便了用户的使用。 CDW-3000S-MO适用于车间加工过程的在线检测和大型的高精度器件检测。
建议检测精度为整体精度≤5um的大型平面。
CDW-3000S-MO主要技术指标
|
技术指标 |
参数值 |
|
测量原理 |
菲索干涉原理 |
|
显示方式 |
CCD显示 |
|
标准参照镜面形精度 |
P-V:λ/10 |
|
光源 |
He-Ne激光器 |
|
波长 |
632.8nm |
|
标准测量口径 |
Ф300mm |
|
测量行程 |
1000×2000 (可以订做其他尺寸) |
|
电源 |
AC210~230V 50~60Hz |
|
最佳工作温度 |
20~25℃ |
|
外形尺寸 |
1200×2000×1800 |
|
质量 |
约700kg |
配置清单
|
序号 |
型号、规格、名称 |
数量 |
|
1 |
CDW-3000S-MO激光平面干涉仪主机 |
1台 |
|
2 |
氦氖激光电源 |
1套 |
|
3 |
高精度机械调节架 |
1套 |
|
4 |
标准光学工作平台 |
1台 |
|
5 |
标准Ф300mm光学平面样板 |
1套 |
|
6 |
电脑工作台 |
1套 |
|
7 |
DELL计算机 |
1台 |
|
8 |
14″液晶显示屏 |
2台 |
|
9 |
打印机 |
1台 |
一 主要数据
第一标准平面(A面),不镀膜。工作直径:D1=φ285mm 不平度小于0.05um![]()
2.第二标准平面(B面),不镀膜。工作直径:D2=φ285mm 不平度小于0.08um![]()
3.准直系统:孔径F/2.8,???????? 工作直径:D0=φ285mm 焦距:f=400mm
4.测微目镜:焦距f=16.7mm,放大倍数β=15X,视场角2W=40°, 成像物镜:1.D=4.5 II.D=7 III.D=10 F=15 f=23 f=37
5.工作波长:632.8nm
6.干涉室尺寸:深400宽500*400mm。
7.光源规格:激光ZN18(He-Ne)。
8.仪器的外形尺寸:长*宽*高 500*600*1200mm
9.仪器重量:150公斤
图一 第一标准平面(A面)精度照片 
图二 第二标准平面(B面)
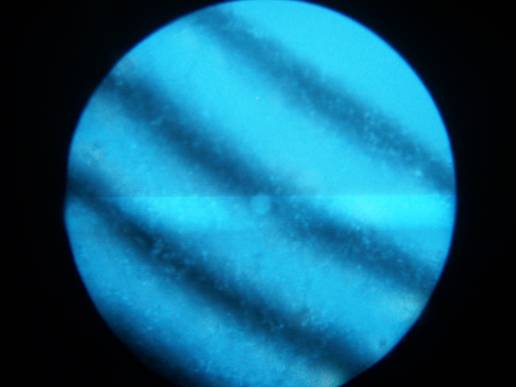
二,工作原理
本仪器工作基于双光束等厚干涉原理。
根据近代光学的研究结果,光兼有波动与颗粒两重特性。光的干涉现象是光的波动性的特性。因此,
介绍本节内容时,仅在光的波动性的范围内讨论,例如,把“光”称为“光波”,“平行光”称为
“平面光”。 波长为![]() 的单色光经过仪器有关的光学系统后成为平面波M。(如图三所示),经仪
的单色光经过仪器有关的光学系统后成为平面波M。(如图三所示),经仪
器的标准平面P1和被检系统P2反射为平面波M1和 M2。M1、M2即为两相干光波,重叠后即产生等
厚干涉条纹。 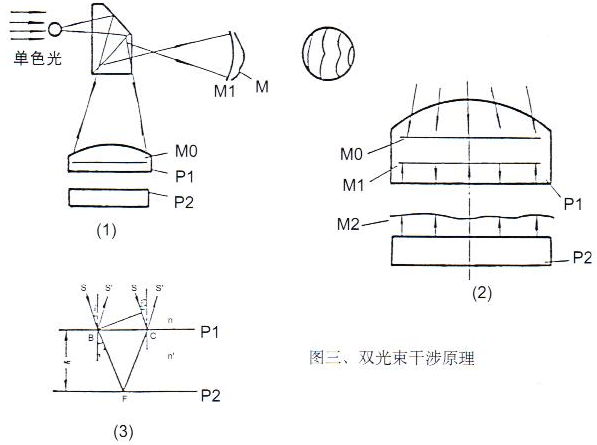
等厚干涉原理
能够产生干涉的光束,叫相干光。相干光必须满足三个条件:1.震动方向必须一致,2.频率相等:
3.光束必须相遇,且在相遇点处的相位差在整个时间内为一常量。如图三(3)基准面P1,被测
面为P2.当平行光束是S-S射到基准面P1上时,其中一部分反射为S′-S′,
另一部分折射为B-F,进入基准面和被测面之间的空气层内,经被测零件的上表面P1反射之后
,沿方向S′-S′射出。 两束光在C点处相遇,其光程差![]() 为:
为:![]() =(BF+FC)n′-EC.n
=(BF+FC)n′-EC.n
(1) 式中n′和n——分别表示玻璃和空气的折射率。由图三(3)可得:BF=FC=![]()
(2)式中 h——空气层的厚度;i和i′——分别为入射角和折射角由△BEC和△BCF可行EC=BCsini
(3) BC=2h tgi′(4) 将公式
(4)代入(3)后,再和(2)一起代入(1)得: 因为n sin i=n′sin i′,所以![]() 空气的折射率n=1,故
空气的折射率n=1,故 ![]() =2 h cos? i′ 由于光线在被测零的表面上反射,其位相将发生
=2 h cos? i′ 由于光线在被测零的表面上反射,其位相将发生![]() /2的突变,故光程差
/2的突变,故光程差![]() 应该用下式来表示:
应该用下式来表示: ![]()
(5) 为了讨论方便起见,将公式(5)写成如下的形式: ![]() 当式中的m为整数时,m即为干涉级数。由于这时相干光的初始相位差φ=0,所以m即为干涉条纹的条纹数,亦即通常所说的光圈数。
当式中的m为整数时,m即为干涉级数。由于这时相干光的初始相位差φ=0,所以m即为干涉条纹的条纹数,亦即通常所说的光圈数。
由公式(5)可以看出:光程差![]() 的大小仅仅与空气层的厚度和光线的折射角有关。相干光束
的大小仅仅与空气层的厚度和光线的折射角有关。相干光束
以相同的倾角射入空气层,由于空气厚度的变化,所呈现的亮暗相间的干涉条纹是对空气层
上等厚度点的轨迹,这类干涉就称为等厚干涉。
见图三(2)由于仪器的标准平面P1具有很高的精度,因此可以认为:经P1反射后的波面M1
与M0完全相同。
假使被检系统P2没有误差,因此也可以认为:经P2反射后的波面M2与M0完全相同,即与M1完
全相同。
如果M1、M2之间存在楔角![]() ,则两波面叠加相干时,得到平行的、直线的、等间距的一系列干
,则两波面叠加相干时,得到平行的、直线的、等间距的一系列干
涉条纹,相邻两条纹的间隔——即条纹宽度B由下决定:
B=?? (![]() 以弧线计)…………………
以弧线计)…………………
(6) 式? B=![]() ? (
? (![]() 以秒计算)………
以秒计算)………
(7) 当B![]() =632.8nm时(He-Ne激光输出波长)时, B=130.528/
=632.8nm时(He-Ne激光输出波长)时, B=130.528/![]() (mm) (8) 由(6)(7)(8)式可知:
(mm) (8) 由(6)(7)(8)式可知:
愈大,B愈小,条纹愈密,窄(图四a)
愈小,B愈大,条纹愈疏,宽(图四b)
=0,B=![]() ,干涉场为一片颜色(图四c)
,干涉场为一片颜色(图四c)
如果被检系统P2存在缺陷,则反射波面M2将产生对M1的某些偏离,此时将产生与下述不同的干涉条纹。 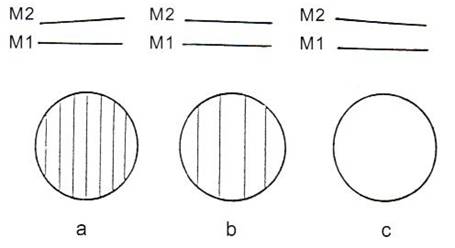
图四
如M2是一半径很大的球面波,则可能得到圆弧的干涉条纹(图五a)。
如M2是一半径不是很大的球面波,则可能得到一系列圆环形的干涉条纹(图五b)
如M2是柱面的波形,则可能那个得到一系列直线的平行的,但间距不等的干涉条纹也可能得到
弯曲的,但不是圆弧状的干涉条纹(图六a)
如果M2是一个不规则的波面,则得到相应不规则的干涉条纹(图六a)
因此,我们得到的干涉图正确地表现力经被检系统反射形成的波面的全部误差信息,对这些
条纹进行正确地解释或计算,可以测得被检系统的误差。
对于被检平面,常用N、△N来表示其平面性精度。 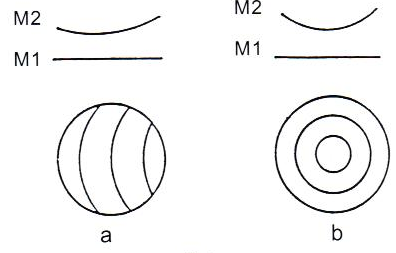
图五 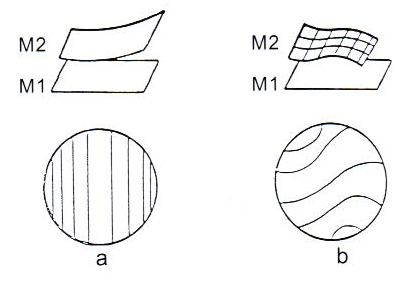
图六
使用中的几点说明
3-1防震
我公司生产的激光平面干涉仪在设计时,对仪器结构本身的防震作过一定的考虑,因此一般只要
在工作台上放一块10毫米厚度的橡皮或毛毡即可,工作场地的地面应结实牢固,不允许有人走动
时能感觉到的震动。仪器如放在木制工作台时,因仪器本身有100公斤,为使工作台变形引起震
动,因此仪器需放在脚比较结实的一边,这样就能减少晃动。
3-2干涉条纹数的确定和方向 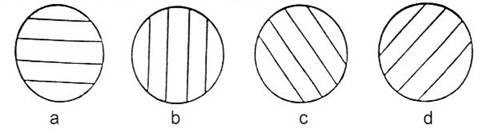
??? 在干涉测量时,对于干涉条纹数目选择多少影响到工件本身的测量误差。干涉条纹数目
太少(疏)反映不了整个面形的误差,干涉条纹数目太多(密),干涉条纹失高的测量误差也
很难计算。根据国家标准,使被检区域内出现3-5干涉条纹,这样误差就能容易判断。如果对高
精度平面的测量,最好以米字形四个方向对干涉条纹进行观察,这样就更能客观地反映被检工
件整个的面形误差。如图七所示。 图七 观察、照相干涉条纹四个方向
3-3干涉条纹的正负判断
区分被检工件平面度的正负即高(凸)低(凹)圈的方法很多。以本仪器而已,从使用方便角
度来看,首先用手指轻轻托托被检工件的下方,看干涉条纹的移动方向,然后把门关上,在用
肉眼观察的,同时用两手轻轻从上至下按动仪器中的微动手轮,看是否与托被检工作台一致
(一般都是一致的),此时从视场中就能很容易地看到条纹在按动中向某一个方向移动,根
据我公司仪器情况,如果按下去条纹凸的方向向外扩散(如图八),我们就认为工件面形为高
光圈(凸面),如果条纹方向按下去收缩,我们就认为低光圈(凹圈)。若按动微动手轮和轻
托工作台不一致,就按轻托工作台为准,用这个方法在检测中比较简单,使用起来也极为方便。 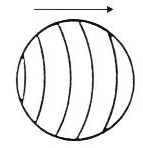
图八? 干涉条纹判别
3-4影响条纹清晰度的几种原因
影响条纹清晰度的原因很多,我们在使用过程中大致有以下几种情况:
激光光束与小球关系
在使用中,激光光束是否很均匀地照射在φ2mm的小球上(G1),如果有偏离,使干涉场强不均匀,
这样观察到的条纹就有粗细,容易造成条纹精度的判别错误,因此在使用前,调节光束是必须的。
激光管老化: 激光管在使用一段时间后,光亮度会减弱,同时会出现忽亮忽暗现象,此
时看到的条纹也是不清晰的,换一根管子即能排除。
被检工件面和主镜与小球的不清洁:、
如被检工作面没有擦清或主镜有手印时间长了出现霉斑以及小球占上灰尘都能影响干涉条纹的
清晰度,因此,在检定前清洗各光学件是必须的。
被检工件和主镜的高度:
在检测时,被检工件最好靠近主镜,这是由于不可避免的模式竞争,使激光管的单色性更差,
从而使干涉条纹模糊,在工作中我们发现越靠近主镜(当然不要碰到主镜),它的条纹越清晰。
|
l像差分析、MTF(光学传递数)、PSD(功率谱密度)、PSF(点扩散函数)、波前梯度等 |



 手机:13818629801
手机:13818629801 邮箱:sales@sh-opt.com
邮箱:sales@sh-opt.com 地址:上海市嘉定区金沙江西路1555弄8号楼2楼
地址:上海市嘉定区金沙江西路1555弄8号楼2楼